Fierăstrăul cu pânză este o maşină-unealtă cu două (în mod excepţional cu trei) roţi, una dintre ele fiind acţionată cu motor. Pe circumferinţa exterioară a roţilor este fixată şi tensionată pânza bandă. Capetele sunt sudate între ele, astfel fiind creată aşa-numita pânză fără sfârşit (mişcarea acesteia nu este înainte şi înapoi ca la gater sau ca la fierăstraiele mecanice mai vechi, dinţii mişcându-se continuu de-a lungul materialului tăiat). Tensiunea pânzei bandă este de 150-250 Nm/mm 2 , în funcţie de tip şi lăţime.
Terminologia de bază a pânzelor bandă, cunoscute şi ca pânze banzic
În acest articol, ne vom axa pe termenii de bază din domeniul pânzelor bandă (pânzelor banzic).

Fierăstrău cu pânză cu două roţi
1) Fierăstrău cu pânză
Denumiri alternative:
- Pânză bandă pentru fierăstrău
- Pânză bandă de fierăstrău
- Pânză banzic
Divizare:
- pânză bandă pentru debitarea lemnului,
- pânză bandă pentru debitarea metalului,
- pânză bandă pentru tăierea cărnii şi oaselor,
- pânză bandă pentru tăierea materialelor speciale.
Preţul de achiziţie:
În funcţie de utilizare şi tip, 400 RON – 1 800 000 RON. Pentru omul priceput la toate, preţul pânzei este în jur de 1 500 RON.

sbx one
2) Pânze bandă
Maşină-unealtă realizată dintr-o tablă îngustă din oţel carbon (de regulă, pânzele pentru lemn) sau oţel pentru arcuri (de regulă, pânzele pentru metal), cu dinţi teşiţi, ascuţiţi sau frezaţi. Operaţia pe care o realizează pânza bandă se numeşte aşchiere. Prin deplasarea dintelui pânzei bandă de-a lungul materialului şi apăsarea pe pânză sau material, pe vârful dintelui se formează aşchia care se acumulează în spaţiul interdental şi după ieşirea dintelui din material, aşchia cade sau este scoasă afară.
Denumiri alternative:
- Ferăstrău cu bandă,
- pânze panglică,
- fierăstrău cu bandă,
- fierăstrău cu pânză,
- ferăstrău cu pânză,
- panza banzic,
- panze banzic.
Achiziţionarea fierăstraielor cu pânză:
Articole privind alegerea pânzelor bandă:
Dinţii pânzei bandă
3) Dinţii pânzei bandă
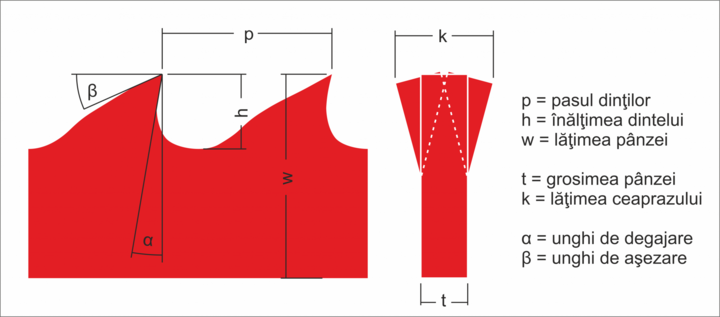
Geometria dintelui determină modul în care se va comporta pânza în tăietură, modul în care va îndepărta aşchiile şi rezistenţa la vibraţii şi şocuri. Parametrii de bază ai geometriei dinţilor: Unghiul de degajare, unghiul de aşezare, înălţimea dintelui, pasul dinţilor (distanţa dintre vârfuri) şi lăţimea ceaprazului (lăţimea rostului tăieturii). Dinţii pânzei bandă sunt cea mai importantă şi, în acelaşi timp, cea mai solicitată parte a pânzei bandă, deoarece asigură operaţia în sine (formarea aşchiilor) şi sunt în contact direct cu materialul.
Materialul dinţilor şi duritatea acestora diferă în funcţie de materialul pentru care este destinată pânza de ferăstră:
- Dinţi căliţi: Sunt concepute special pentru tăierea lemnului. Forma dintelui este frezată în corpul din oţel carbon, vârfurile sunt călite la 62 HRc. Avantajul acestei pânze este preţul redus. .
- Dinţi bimetalici: Sunt concepute special pentru debitarea metalului. Pe corpul din oţel pentru arcuri este sudată cu laser banda din oţel rapid HSS. Apoi, dinţii sunt frezaţi sau şlefuiţi în corp, astfel încât materialul HSS să rămână doar pe vârfurile dinţilor. Duritatea vârfurilor HSS este de 67-69 HRc. Avantajele acestei construcţii sunt raportul preţ-performanţă bun, rezistenţă la deteriorare şi o gamă largă de materiale de tăiat (utilizare universală).
- Dinţi din carburi metalice: Sunt destinate debitării oţelurilor dure şi a aliajelor de titan, a materialelor compozite speciale, a materialelor de construcţie, a materialelor poroase abrazive şi a multor alte materiale. Pe corpul din oţel pentru arcuri sunt sudate biluţe din carbură de wolfram sinterizată, care apoi sunt şlefuite din toate părţile în forma dorită pe polizoarele de precizie. Duritatea dinţilor este de 92 HRc. Avantajul acestei soluţii constă într-o tăietură foarte curată şi în capacitatea de a tăia materiale problematice. Dezavantajul este preţul ridicat. Denumirile alternative sunt: Pânze cu dinţi de vidia, pânze cu dinţi din metale dure, pânze TCT (Tungsten Carbide Tips = dinţi din carbură de wolfram).
- Dinţi stelitaţi: Sunt destinate tăierii buştenilor cu fierăstraie profesionale pentru buşteni. Dinţii sunt şlefuiţi în corp, iar pe vârfurile acestora sunt sudate biluţe de stelit, care sunt apoi şlefuite la fel ca în cazul pânzei din carburi. Mai multe despre pânzele stelitate găsiţi pe www.dudr.cz
Unghiul de degajare este un parametru foarte important al dintelui pânzei:
- Un unghi de degajare mai înalt până la înalt (aşa-numitul dinte pozitiv şi superpozitiv) se foloseşte pentru debitarea materialelor dure şi ductile – în cazul pânzelor pentru lemn, este vorba de geometria Hook, în cazul pânzelor pentru metal, este vorba de geometria SiClone.
- Un unghi de degajare egal cu zero este potrivit pentru debitarea materialelor obişnuite de construcţie. Pentru tăierea lemnului folosim Regular şi Skip, pentru debitarea metalului, sunt potrivite Epic şi SBX
Unghiul de aşezare şi forma feţei posterioare influenţează rezistenţa dintelui la deteriorare şi determină mărimea spaţiului dintre dinţi.
- Un unghi de aşezare mai mic înseamnă un dinte mai robust, rezistent la deteriorare, spaţiul dintre dinţi este însă mai mic şi nu se vor acumula multe aşchii. Se foloseşte pentru tăierea profilelor subţiri şi a materialelor dure (Hook pentru lemn, SBX pentru metal)
- Un unghi de aşezare mai mare se foloseşte la pânzele destinate tăierii materialelor moi care formează multe aşchii (Skip pentru lemn, EPIC GP pentru metal).
4) Lăţimea rostului tăieturii
Ceaprazul dinţilor determină lăţimea rostului pe care pânza îl creează la tăiere. Un ceapraz mai mare al dinţilor este utilizat în materialele care au tendinţa de a strânge (seria SBX GP pentru tăierea profilelor de construcţie deschise sau Hook pentru tăierea lemnelor mai dure). Pentru o lăţime mai mică a tăieturii se optează acolo unde este necesară obţinerea unei tăieturi foarte curate şi de calitate superioară (Regular pentru lemn, EPIC GP sau SiClone pentru metal).
5) Sudura pânzei bandă
O parte importantă a fiecărei pânze bandă (pânze banzic). Pânza este tăiată la lungimea exactă şi este sudată cap la cap pe o maşină de sudat semi-automată folosind tehnologia de sudare prin rezistenţă. Sudura corect realizată este dreaptă, netedă şi în tăietură nu sare sau nu oscilează. Sudura perfectă este un know-how important şi, în acelaşi timp, cartea de vizită a fiecărui producător de pânze bandă.
Dacă sudura vi se rupe, vă înlocuim pânza cu una nouă.Fotografii tematice
total fotografii:
3



total fotografii:
3
Comentarii